






华北金属-销售方管,矩形管,异型方矩管,大口径无缝方矩管,厚壁方矩管,无缝方矩管,热镀锌方矩管的企业, 所生产方管、矩形管的规格具备了全尺寸:20*20---600*600的方管,20*30---400*800的矩管,厚度:0.6mm---28mm,规格达2800多种;材质为Q235、Q345B、20#、45#、无缝管、合金钢;可根据客户要求尺寸定做。
让现已加工成制品20号无缝方矩管具有较小曲折度还得依靠机械东西校直机来完结。所以为了消除20号无缝方矩管曲折,一切20号无缝方矩管都需求经过冷校直。

20号无缝方矩管曲折是因为轧机调整不妥,轧制时残留的剩余应力以及因为沿管子截面和长度上冷却不平等缘由形成的。因而,不行能从轧机直接得到很直的管子,只要通过冷校直管子的曲折度才干满意技能条件的规则。
校直的根本道理即是使20号无缝方矩管进行弹塑性曲折,由大的曲折度成为小的曲折度,因而钢管在校直机内有必要遭到重复曲折。而钢管重复曲折的程度主要由校直机的调整所决议。
影响校直质量的要素许多,如原管的曲折度,钢管尺度和材料校直机型式,调整参数等。

无缝方矩管生产流程:
生产工艺流程主要取决于产品品种,从原料到成品需要经过一系列工序,完成这些工艺过程需要相应的各种机械设备和焊接、电气控制、检测装置,这些设备和装置按照不同的工艺流程要求有多种合理布置,高频焊管典型流程:开卷-带钢矫平-头尾剪切-带钢对焊-活套储料-成型-焊接-清除毛刺-定径-探伤-飞切-初检-钢管矫直-管段加工-水压试验-探伤检测-打印和涂层-成品。





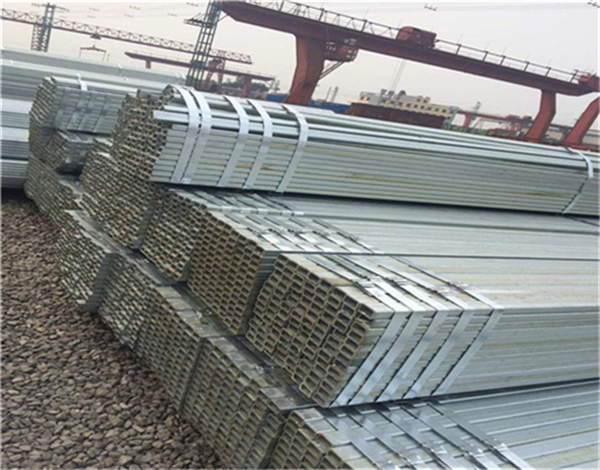
华北金属现货各种二次成型焊接方矩管,无缝方矩管,直角管、不锈钢方矩管、异形管等。本厂方管生产范围为:边长15mm*15mm—1000mm*1000mm;矩形管生产范围为:边长20mm*15mm—1200mm*900mm,壁厚 1.2mm-36mm。无缝方管,Q345B无缝方管、Q345C无缝方管、Q345D无缝方管、Q345B方矩管、Q345C方矩管、Q345D方矩管、Q345E方矩管、16Mn方矩管、20#无缝方管、Q235B无缝方管、Q345B/Q345C/Q345D矩形管,无缝方管、大口径方管、厚壁方管、薄壁方矩管、大口径厚壁矩形管、直缝方管、无缝矩管,直缝矩管、Q345B厚缝方矩管、Q235B大口径方矩管,矩管(扁通)等产品的大型企业 。

执行标准为GB/T3091-2008、GB/T8163-2008、GB/T8162-2008、GB/T9711.1-1997、API spec 5L 、API spec 5CT

华北金属公司销售产品规格为:30*30—1000*1000, 壁厚 3mm—35mm的方管,30*40-600*1200 壁厚3mm—35mm的大口径无缝方矩管,直缝方管 600*600 无缝方管,400*400无缝方管,300*300无缝方管,500*700无缝矩管,800*800无缝方管,600*1000矩管,公司可订做各种材质及非标型号方矩管。
华北金属常年销售镀锌钢管、螺旋钢管、无缝方管、方管、无缝钢管、合金管、高压锅炉管等各种钢管产品,在天津和华北钢管行业中有较高的信誉,为更好的服务客户扩大经营范围,我公司特开办了上门送货服务,并有专车专人接送洽谈人员前来订购业务。
钢支撑由直缝焊管加工而成,按设计要求材质及参数进行加工,汽车运输至现场。在现场制作水平作业平台,将两根需对接的钢管吊上水平作业平台,与法兰盘满焊。

头加工头通常采用型钢焊接而成,形式多样,根据采用的样式尺寸进行下料切割,然后焊接。采用的焊接材料和焊接设备条件符合,性能优良。清渣、气刨、焊条保温等装置齐全有效。焊条干燥,焊机电压正常,地线压紧牢固接触可靠、电缆及焊钳无破损。钢支撑进场前检查验收,特别加强钢管长度、壁厚和钢管接头焊缝质量检查。钢支撑安装时位置由专人负责放样。
钢支撑架设施工工艺流程
支撑编号→对号运到现场→焊接法兰盘→焊三角形钢板托架→钢围檩就位→钢支撑就位校正→施加预应力→紧固钢楔→拆除液压千斤顶→钢支撑与围檩连接

钢支撑架设安装
钢支撑前首先在围护结构上安装固定钢围檩的三角支撑架,然后安装围檩和钢管支撑的托盘,并在托盘上放钢管支撑的十字线。在钢围檩与工法桩钢支撑加工之间灌注6cm厚的C30细石混凝土并捣实,使工法桩受力均匀,并且在细石混凝土强度达到设计强度的80%以后,才允许施加钢支撑的预应力。钢支撑安装紧跟基坑开挖进度,随挖随撑,钢管分节由吊车下放至基坑内,就地拼装,由汽车吊起吊就位。安装钢管时控制好轴线位置,防止钢管安装不到位。每根管撑均在一端设置头千斤顶支座和承力牛腿,安装就位后,用吊车吊住钢管支撑中部,抵抗因钢管支撑自重生产的挠度,然后用工程千斤顶和液压泵对支撑施加预应力,然后在预留的管端与围檩间的间隙处加钢楔楔紧,放松并移走千斤顶。
您好,欢迎莅临华北金属,欢迎咨询...
 触屏版二维码 |





